Żywice UV — technologia resin krok po kroku

Przemysłowa maszyna SLA w trakcie druku wielkogabarytowego. Źródło: Wikimedia Commons (CC)
Technologia druku resin opiera się na utwardzaniu ciekłej żywicy fotopolimerowej światłem UV. W zależności od źródła światła rozróżnia się kilka wariantów: SLA (laser punktowy), DLP (projektor cyfrowy) i MSLA (matryca LCD z podświetleniem UV). W segmencie hobbystycznym najpowszechniejszy jest wariant MSLA — ze względu na cenę urządzeń i dostępność materiałów.
Zasada działania MSLA
W drukarce MSLA monochromatyczna matryca LCD (zwykle 4K, 8K lub 12K) selektywnie przepuszcza światło UV emitowane przez panel LED. Platforma robocza zanurzana jest w wanience z żywicą — od dołu, ponieważ wydruk "rośnie" ku górze. Warstwa ciekłej żywicy między matrycą a platformą zostaje naświetlona i utwardzona w czasie ekspozycji (zwykle 1,5–4 sekundy dla żywic standardowych). Platforma unosi się, a następna warstwa jest gotowa do naświetlania.
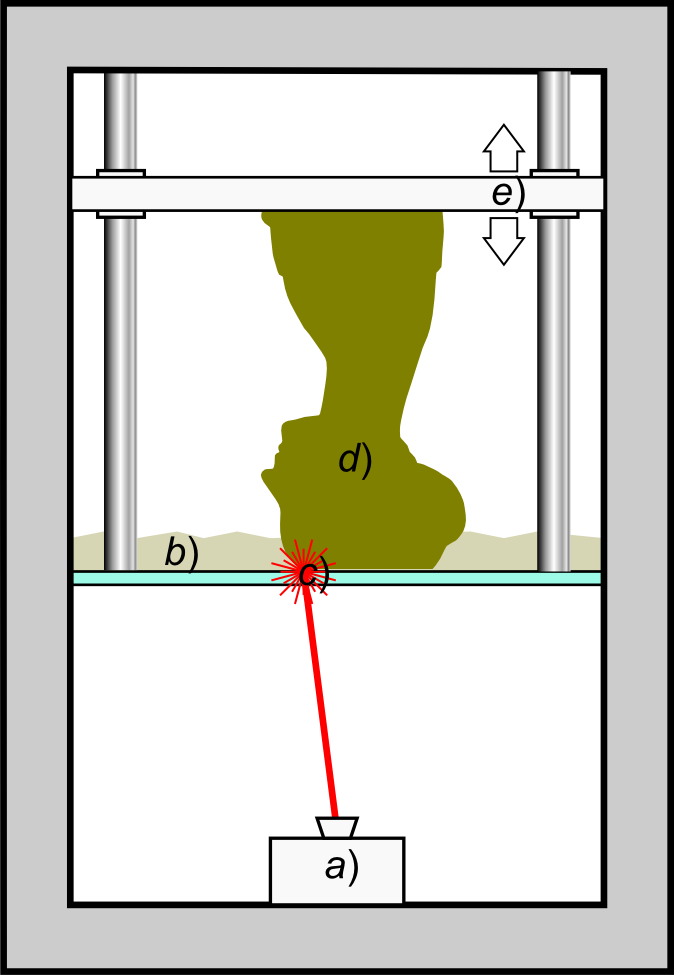
Schemat procesu stereolitografii. Źródło: Wikimedia Commons (CC)
Rodzaje żywic
Żywice standardowe (regular)
Żywice standardowe — dostępne od kilku producentów (Elegoo, Anycubic, Phrozen) — nadają się do modeli estetycznych, figurek, biżuterii i prototypów. Są stosunkowo kruche po utwardzeniu. Czas ekspozycji warstwy wynosi zwykle 2–3,5 sekundy przy mocy panelu ~24 W, choć wartości te należy kalibrować na wydrukach testowych (np. pliku Matrix lub Cones of Calibration).
Żywice ABS-like i twardsze
Żywice określane jako ABS-like lub tough mają wyższą udarność niż standardowe, co czyni je przydatniejszymi do elementów funkcjonalnych — uchwytów, oprawek, łączników. Wymagają zazwyczaj dłuższego czasu ekspozycji i dokładniejszej kalibracji. Cena jest wyraźnie wyższa niż żywic podstawowych.
Żywice elastyczne
Elastyczne żywice (flexible) pozwalają uzyskać elementy o właściwościach gumopodobnych. Ze względu na tendencję do lepkości po utwardzeniu wymagają starannego mycia i suszenia. Nie nadają się do mieszania ze standardowymi żywicami w jednej wanience bez jej uprzedniego wyczyszczenia.
BHP i bezpieczna obsługa
Żywice fotopolimerowe zawierają akrylany mogące powodować podrażnienia skóry i dróg oddechowych. Obsługa drukarki resin wymaga:
- rękawic nitrylowych (lateksowych nie zaleca się — akrylany przechodzą przez lateks)
- wentylacji przestrzeni pracy — okno, wyciąg lub filtr węglowy
- okularów ochronnych podczas pracy z niezapolimeryzowaną żywicą
- szczelnego pojemnika na zużytą żywicę do utylizacji
Post-processing — mycie i utwardzanie
Mycie IPA lub Wash & Cure
Świeży wydruk pokryty jest niezapolimeryzowaną żywicą — należy go umyć w izopropanolu (IPA) o stężeniu min. 95%. Producenci sprzedają też dedykowane płyny myjące (Elegoo Wash, Anycubic Wash) będące mieszaniną IPA lub glikolu. Czas mycia: 3–5 minut przy agitacji (myjka ultradźwiękowa lub obrotowy koszyk).
Urządzenia Wash & Cure — takie jak Elegoo Mercury Plus — łączą funkcję mycia i utwardzania UV w jednym urządzeniu i upraszczają post-processing. Oddzielna lampa UV (365 nm lub 405 nm) do utwardzania jest tańszą alternatywą.
Utwardzanie UV (curing)
Po umyciu wydruk należy utwardzić lampą UV przez 2–5 minut (zależy od żywicy i mocy lampy). Zbyt krótki czas utwardzania — element pozostaje lepki. Zbyt długi — może nastąpić degradacja powierzchni lub odbarwienie. Optymalny czas określa producent żywicy; warto zaczynać od dolnej granicy i testować.
Ustawienia slicera dla drukarek MSLA
Najpopularniejsze splicery dla resin to Chitubox (wersja darmowa i Pro) oraz Lychee Slicer. Kluczowe parametry:
| Parametr | Typowy zakres | Uwagi |
|---|---|---|
| Layer thickness | 0,03–0,05 mm | Cieńsze warstwy = lepsza jakość, dłuższy czas druku |
| Normal exposure time | 1,5–4 s | Zależy od żywicy, panelu UV i rozdzielczości |
| Bottom layers | 4–8 warstw | Pierwsze warstwy z dłuższą ekspozycją dla adhezji do platformy |
| Bottom exposure time | 25–60 s | Za długi = "elephant foot" (rozszerzenie podstawy) |
| Lift speed | 40–80 mm/min | Zbyt szybkie odrywanie od FEP może uszkodzić wydruk |
Popularne drukarki MSLA dostępne w Polsce
Na polskim rynku dominują urządzenia Elegoo (Saturn 4 Ultra, Mars 5 Ultra) i Anycubic (Photon Mono M7 Pro). Phrozen oferuje modele z matrycami o wysokiej rozdzielczości (Sonic Mega 8K). Sprzęt dostępny jest m.in. przez Botland i dystrybutorów europejskich. Ceny drukarek MSLA w segmencie hobbystycznym wahają się od ok. 600 do 3000 PLN, zależnie od rozdzielczości i wielkości obszaru roboczego.